Biezsienu tērauda cauruļu ražotāja krājumi

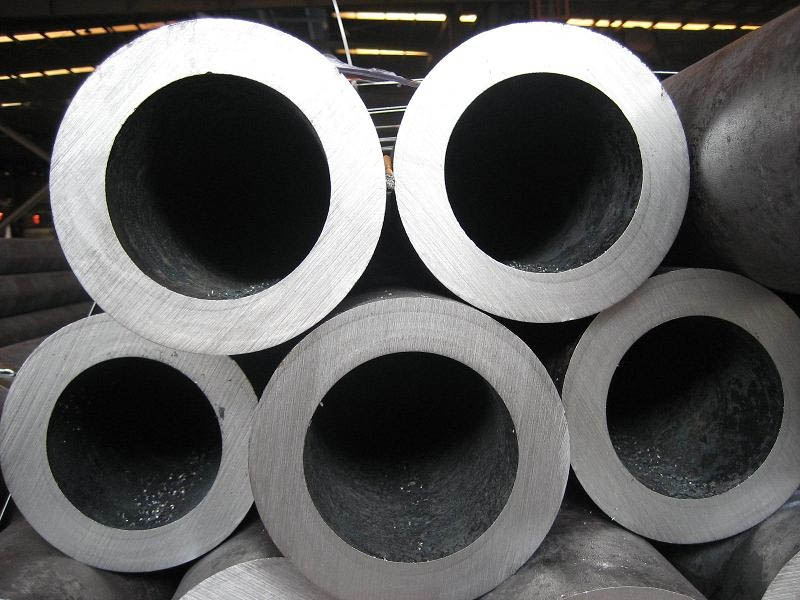
Lielākā atšķirība starp biezu sienu tērauda cauruli un plānsienu tērauda cauruli ir tērauda caurules sienas biezumā. Vispārīgi runājot, plānsienu tērauda caurules ir auksti stieptas tehnoloģijas, savukārt biezsienu tērauda caurules parasti ir karsti velmētas. Ja to atšķir pēc mērvienības, parasti tiek uzskatīts, ka sienas biezums/caurules diametrs, kas vienāds ar 0,05, ir ūdensšķirtne starp biezsienu tērauda cauruli un plānsienu tērauda cauruli, plānsienu tērauda caurule ar sienas biezumu/caurules diametru mazāku par 0,05. un biezu sienu tērauda caurule, kuras diametrs ir lielāks par 0,05. Pielietojuma ziņā uz caurulēm galvenokārt tiek izmantota plānsienu tērauda caurule. Biezu sienu tērauda cauruli galvenokārt izmanto dobu detaļu sagatavēs. Izmanto spiediena gultņiem un svarīgiem cauruļvadiem.
Ķīnā plaši izmantotie materiāli ir: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 0Cr13, 1Cr17, 01, cr13, L L290, X42, X46, X70, X80.
Metinot biezsienu tērauda caurules, vispirms notīriet eļļu, krāsu, ūdeni, rūsu utt. pie metinātā savienojuma un pēc tam izveidojiet rievas atbilstoši sienu biezumam. Biezie tiks atvērti lielāki un tievie tiks atvērti mazāki (leņķa slīpmašīna), un tad atstarpe starp izstrādājumiem, kas parasti ir 1-1,5 reizes lielāka par metināšanas stieņa vai metināšanas stieples diametru. Ja rievu nejauši atver lielāku, to var rezervēt mazāku. Punktmetināšana jāveic vismaz trīs punktos. Parasti ir vieglāk strādāt četros punktos. Metinot, tam jābūt pusmetinātam. Sākumpunktam jābūt apmēram 1 cm virs apakšējā punkta, lai savienojumu varētu izveidot no pretējās puses. Ja tērauda caurules siena ir bieza, tai jābūt slāņainai, vismaz divos slāņos. Otro kārtu var metināt tikai pēc tam, kad pirmais slānis ir sametināts veselā aplī.
Apaļas caurules sagatave → sildīšana → caurduršana → trīs ruļļu šķērsvelmēšana, nepārtraukta velmēšana vai ekstrūzija → cauruļu noņemšana → izmēru noteikšana (vai samazināšana) → dzesēšana → iztaisnošana → hidrostatiskā pārbaude (vai defektu noteikšana) → marķēšana
Ja tērauda caurules sienas biezums nav lielāks par 12,5 mm, metinājuma stiegrojums nav lielāks par 3,0 mm; Ja tērauda caurules sienas biezums ir lielāks par 12,5 mm, metinātās šuves stiegrojums nedrīkst būt lielāks par 3,5 mm.
Tērauda caurulei ar nominālo ārējo diametru, kas nepārsniedz 168,3 mm, jābūt taisnai vai saskaņā ar lieces indeksu, par kuru vienojušies piegādātājs un pircējs.
Tērauda caurulēm, kuru nominālais ārējais diametrs ir lielāks par 168,3 mm, izliekums nedrīkst būt lielāks par 0,2% no tērauda caurules kopējā garuma.
Tērauda caurulei, kuras sienas biezums caurules galā ir lielāks par 4 mm, caurules galu var apstrādāt ar rievu 30 ° + 5 ° 0 °, sakni 1,6 mm ± 0,8 mm, un caurules gala slīpums ir mazāks par vai vienāds ar 5 mm.





